Sustainable and Profitable Tire Recycling Solution
We offer environmentally friendly yet profitable technology that provides a practical solution for managing tire waste. Through our advanced tire pyrolysis process, we recover valuable secondary raw materials—such as REACH-certified pyrolysis oil, recovered carbon black (rCB), and steel—which can be reintegrated into the industrial material cycle.
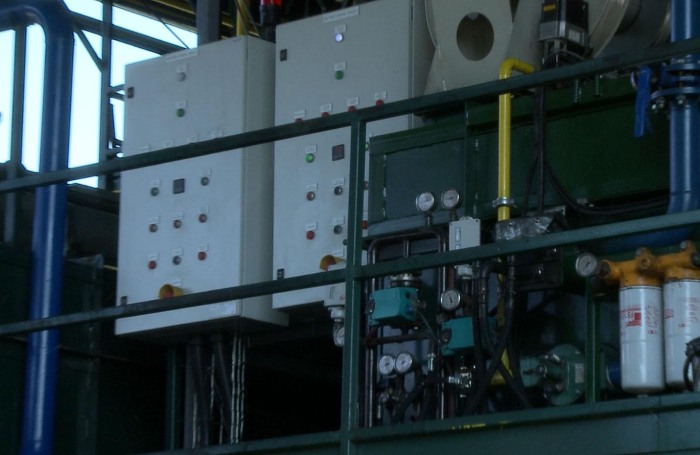
Every component of our technology has been thoroughly tested in an industrial, operational environment. The process runs within a closed, fully PLC-controlled system, designed for seamless automated operation. All facilities we deliver are provided as turnkey solutions.
Our team has the expertise to install complete pyrolysis facilities, including storage systems, full tire-shredding lines, pyrolysis technology, and rCB post-treatment units. Additionally, our engineers support local EPC contractors and construction companies throughout project preparation, operation, and staff training.
The steps for the new projects:
- Phase 1. Block diagram
- Phase 2. Basic Enginiering
- Phase 3. P&ID
- Phase 4. Detailed Enginiering
- Phase 5. Manufacturing
- Phase 6. Installation
